Support Us
Support Us Connection
Connection

Table of contents
- 1) What is involved ?
- 2) Who use this means and since when ?
- 3) Why ?
- 4) Who is primarily concerned ? Locations where this means seems most suitable
- 5) What does this process involve ? How is it used ?
- 6) Difficulties and remedial actions and/or any care required
- 7) Main advantages and drawbacks
- 8) Cost (of Implementation + Maintenance)
- 9) Where to obtain further information ?
1) What is involved ?
The aim is to secure a device that will not only pump water, but also automatically lift water from a reservoir or feed point it (river/stream, lake/pond, etc.) to great heights.
2) Who use this means and since when ?
The self-acting ram pump was in invented in 1796 by Joseph Michel Montgolfier. The mechanism is not a costly one and requires little maintenance, making it especially suitable for use in mountainous areas, for sheep pens, for example, or for villages that are located high above water points.
This process is based on a phenomena that can easily be observed in our own water piping, namely the “water hammer” effect. When a tap is turned off suddenly, a noise can be heard, like a muffled explosion. This is caused by the shockwave triggered by suddenly stopping the moving water. This phenomena deteriorates the pipes and may even cause them to burst. The aim here is to convert this useless, even dangerous phenomena into useful energy.
3) Why ?
The main strong points of hydraulic ram pumps are their limited need for maintenance and the absence of any motor related costs as the power used to operate the ram comes from water falling. This makes it possible to avoid the problem faced by suction pumps that see the height they can lift water by reduced with altitude. In this approach, raised locations that cannot be fed by gravitation alone (sloped pipes through which the water fall naturally with the slope) and it offers an alternative to costly solutions based on the presence of an electric or diesel engine.
4) Who is primarily concerned ? Locations where this means seems most suitable
This means is especially suited to areas located up high, near a lake or source of water. Thanks to this technology, it is possible to supply villages or isolated rural installations, located up high, with water.
5) What does this process involve ? How is it used ?
Description of the main components that make up a hydraulic ram water pump
(This part is especially intended for those who wish to gain a very detailed knowledge of how the pump works)
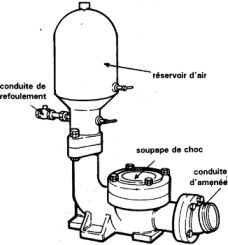
- The waste valve (sometimes known as the “clack” valve) :
This, generally metal, part is the one that causes the water hammer effect when it closes due to the water flow pressure. It is this valve that will determine the performance of the hydraulic ram and especially the efficiency of the pump. This is why, it is a good idea that it be installed by a qualified technician.
- The drive pipe :
It links the pump to the reservoir. Also known as the “inlet”.
- The pump body :
The pump body receives water from the water supply source via the drive pipe and sends it to the waste valve and the delivery check valve. The water hammer effects occur in the pump body requiring that it be made from a material able to stand up to pressure variations and any chemical attack caused by the water supply.
- The delivery check valve :
This valve has a specific role during each operating phase. During the overpressure phase, it is open and lets the water flow from the pump body into the pressure vessel. During the underpressure phase, it is closed and stops the tank emptying into the pump body.
- The pressure vessel (sometimes known as the “air chamber” or “air tank”) :
It receives water during overpressure periods and forces it out again during pump body underpressure periods. The pressure vessel is essential to proper pump operation for it increases its efficiency and stops the pump body, drive pipe or even the tank itself from exploding due to the water hammer effect.
- The snifting valve :
This is a small opening below the delivery check valve in the pump body used to supply the pressure vessel with the air needed to push the water out through the delivery pipe. It is only installed on the most sophisticated hydraulic ram pumps, so as to avoid the need to bleed the air tank.
- The non return valve :
Used so that if the pump is shutdown, water from the delivery pipe will not run back.
- The delivery pipe :
Linked to the pressure vessel and the storage tank located up high where the water is collected.
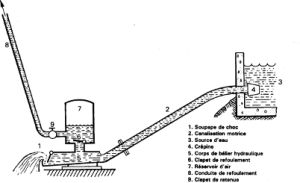
Figure 1 – Diagram of a hydraulic ram pump (Source [3] « Econogie »)
 |
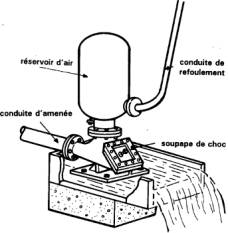 |
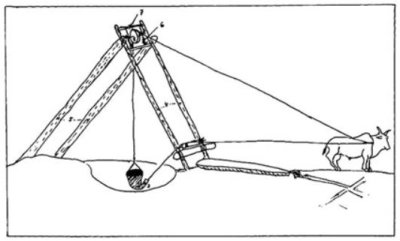
Figure 2- Conventional (Blakes) hydraulic ram pump made in Europe (Source [3] « Econogie ») |
Figure 3 - Hydraulic ram pump as used in South East Asia (Source [3] « Econogie ») |
a) Operating principle
The water enters the pump body at rising speed causing the waste valve (clack valve) to close under the effect of the internal pressure. Closing this valve causes an overpressure condition, opening the delivery check valve so that the water in the pump body can flow into the pressure vessel. The air in the pressure vessel is compressed.
The pressure in the pump body therefore drops and the delivery check valve closes under the pressure of the air in the pressure vessel and the weight of the water. The air compressed in the pressure vessel propels a part of the water contained in the tank back out, until the pressure of the water in the delivery pipe and the weight of the water and the atmospheric pressure all equal out again.
Then the waste valve opens again and the cycle restarts, so long as the water supply is not cut off.
Videos showing the operating principle of hydraulic ram pumps and how to use them :
- Philippe Fievet. Bélier FVT.
Available [online] from : http://www.youtube.com/watch?v=lV2P...
- Meribah Ram Pump. Pump water without electricity or fuel.
Available [online] from : http://www.youtube.com/watch?v=Na-PhTS07KQ
- Bazaine. Mon bélier hydraulique. Hydraulic ram pump.
Available [online] from : http://www.youtube.com/watch?v=GAqG...
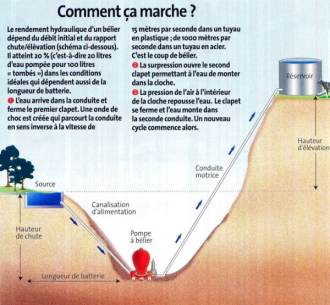
Figure 4 – Operating summary (Source [2])
6) Difficulties and remedial actions and/or any care required
If the air tank is not fitted with a snifting valve but only with two cut off valves (one for letting air in and one for draining off water), then it is extremely important to stop the pump regularly to drain the air tank. This is because the air may become dissolved in the water. After a certain number of cycles, the air having become dissolved in the water and drawn off with the water pushed out, then the mechanism itself becomes vulnerable to water hammer effects.
When the pump is fitted with a snifting valve, it is important regularly check it for correct operation and to remove any dirt or debris likely to clog it.
Depending on requirements or the scarcity of water resources, the water released from the clack valve may be recovered in a collecting sump or released into the environment.
Pump flow rate is a relatively constant one as it is necessary to avoid changing the clack valve setting. Consequently, it is common to see a number of hydraulic ram pumps installed in parallel so as to adjust the desired flow rate by adjusting the number of pumps operating.
Gravel and other debris can interfere with pump operation (causing drive pipe wear and waste valve blockages), so it is necessary to fit the drive pipe with a strainer so as to stop any impurities from entering the pump.
To avoid resonance phenomena and keep the water clear, it is important that the drive pipe be properly attached to the pump body which itself must be solidly anchored to a concrete base and high enough to ensure that the clack valve will not become submerged and that the pump can operate.
The ideal drive pipe length is 100 times its diameter, with these parameters being chosen to match the desired service pressure and delivery height (refer to Source [3] for further details). It is also preferable to ensure that the pipe is a straight one and made from quality steel so that it will not become too damaged by the water ram effect.
The delivery pipe can be made from any material able to bear the delivery pressure, nevertheless, in cases where the elevation height is significant, it is preferable to make the lower part out of steel.
7) Main advantages and drawbacks
a) Advantages
- Power cost (electricity, fuel) : nil
- Limited maintenance
- Service life of some ten years
- Limited size
b) Drawbacks
- Limited efficiency (there are significant losses at the clack valve level)
- Sensitivity to water impurities
- A little known and seldom seen process as it is rarely sold
- Small scale production with few suppliers
- Cost of some models
8) Cost (of Implementation + Maintenance)
Hydraulic ram pump purchase prices are highly variable, ranging from €500 to €1,500 or even €4,000 at the top end of the scale (see Source [5]). Nevertheless, it is also possible to craft your own such pump for less cost (Sources [6] and [7]), but the service life of a homemade pump is less.
Pump maintenance can be performed regularly by its users, therefore not inducing any additional costs. However, the most fragile parts like the waste valve and the delivery check valve may require replacement if they become too worn.
In France, a company called Walton makes some 50 hydraulic ram pumps every year. Some supply African villages of 600 to 1,000 people.
Students and teachers from a French vocational high school in Tarare have successfully made their own prototypes.
9) Where to obtain further information ?
SOURCES of information :
(1) Econologie. Le Bélier Hydraulique (Hydraulic ram).
Available [online] from : http://www.econologie.info/share/pa...
(2) Wikipedia. Hydraulic ram.
Available [online] from : http://fr.wikipedia.org/wiki/B%C3%A...
(3) FAO document archives. Lifting machines.
Available [online] from : http://www.fao.org/docrep/010/ah810...
(4) Onpeutlefaire. Fiche technique – Le bélier hydraulique : le pompage perpetuel (Tech datasheet - Hydraulic ram : perpetual pumping).
Available [online] from : http://www.onpeutlefaire.com/fiches...
(5) Energies Nouvelles Entreprises. Les béliers hydrauliques (Hydraulic rams).
Available [online] from : http://energies-nouvelles-entrepris...
(6) Faisonsle. Pompe bélier hydraulique (Hydraulic ram pump).
Available [online] from : http://www.faisonsle.com/belierhydr...
(7) Clemson University. Home-made Hydraulic Ram Pump.
Available [online] from : http://virtual.clemson.edu/groups/i...
(8) Codeart. Réalisation d’un bélier hydraulique (Making a hydraulic ram).
Available [online] from : http://www.codeart.org/pdf/dossier/...
A ten page document explaining how a hydraulic ram works and providing elements for choosing the right ram, calculating its efficiency and properly installing the ram.
(9) Walton. Exemples d’adductions d’eau potable par pompage béliers hydrauliques au Burundi (Examples of bringing in drinking water using hydraulic ram pumping in Burundi).
Available [online] from : http://www.walton.fr/hydraulic-ram
Examples of villages supplied by hydraulic ram pumps.
(10) Marcel Frelin. Coups de belier (Hydraulic rams).
Available [online] from : http://www.techniques-ingenieur.fr/...
A 27 page technical document on modelling and sizing the hydraulic ram effect.
Videos
(refer to the links provided in section 5).
(11) Patrick Hadengue "les pompes à bélier"
Excellent, but only in french, illustrated document on hydraulic ram pumps and on their sizing and use.
https://sites.google.com/site/pompe...